
{kind=link}
When I do an overhang test, I always have this problem at about 35°. Does anyone have a suggestion what could be causing it?
- Slicer: Orca
- Layer height: 0.2mm
- Infill: 0% (this has improved it a lot, I think the infill was causing bulging)
- Outer walls: 2
- Overhang speed: 10 or 20mm/s (both look the same)
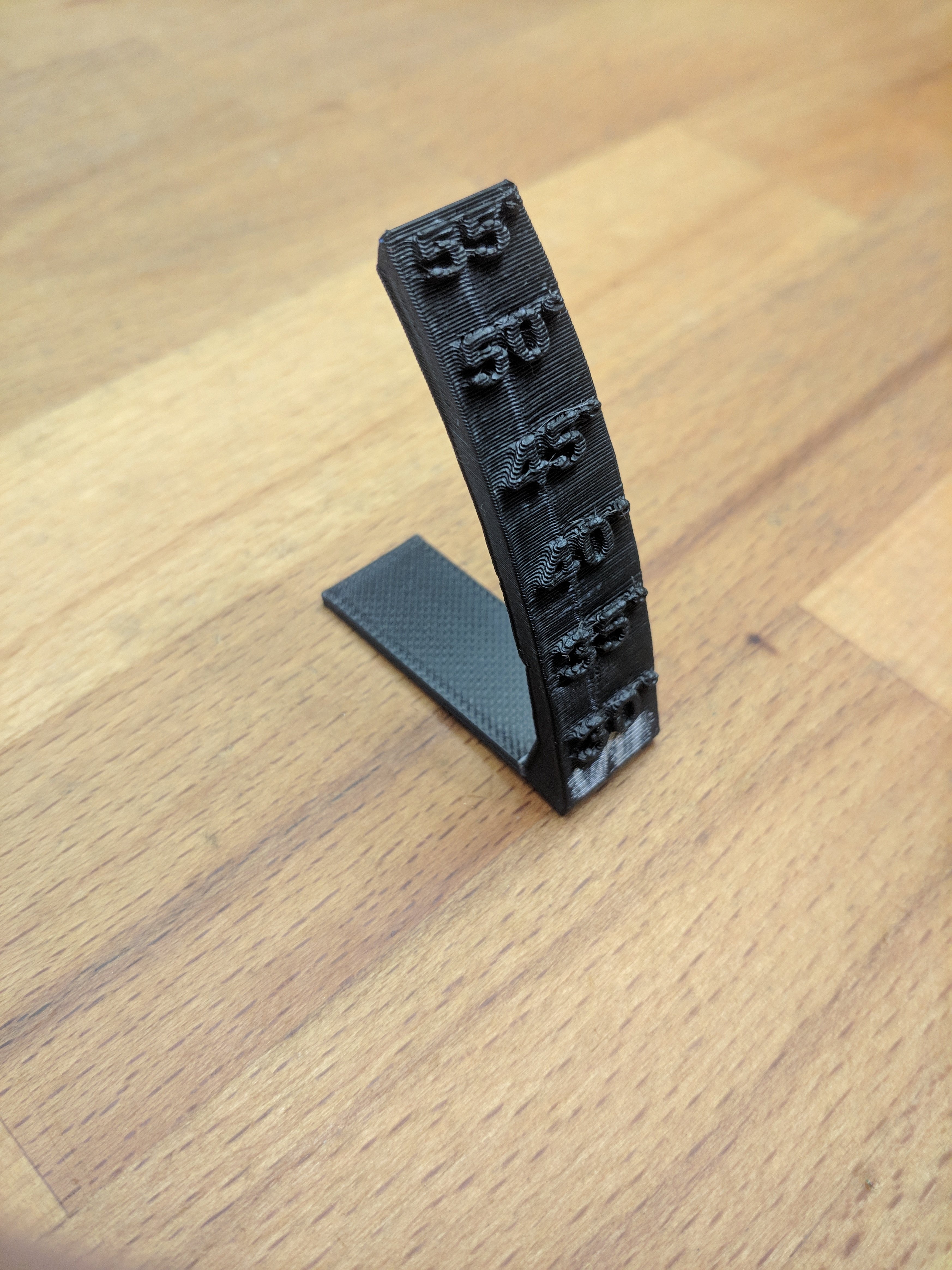

The corners are slowly curling up more and more until the nozzle goes completely outside of the curl and becomes an overhanged corner.
The biggest problem is what ever is causing your plastic to curl while printing. Some plastics are terrible for it and you basically need a heated chamber to get rid of it. You could try playing with cooling settings or making a warmer environment, or … something else. Half the time if it’s a problem, I have to change the print or its orientation or add geometry so it doesn’t curl… It’s such a pain sometimes.
Thanks. I’ll experiment with temperatures first but I’ve got some different filament on the way too as it happens, so hopefully I’ll manage to escape the problem one way or another 😁